
一、什麽是波峰焊
波峰焊是(shì)讓(ràng)插件電(diàn)子線路板的焊接麵直接與高溫液態錫接觸達到焊接目的。波峰焊是(shì)將熔融的液(yè)態(tài)焊(hàn)料,借助(zhù)於泵的作用,在焊料(liào)槽液(yè)麵形成特定形狀的焊料波,插裝(zhuāng)了元(yuán)器件的PCB置於傳送鏈上,經過某特定的角度以及定的浸入深(shēn)度(dù)穿過焊(hàn)料波峰而實現焊點(diǎn)焊接的過程。
二、波峰焊(hàn)結構
波峰焊接爐一般都具有傳輸係統(tǒng)、加熱係統、光電控製(zhì)係統、冷(lěng)卻係統、助(zhù)焊劑的供給係統,以及鏈條上的夾抓清潔係統和空氣壓縮係統,此外,還具有汙濁空氣排(pái)放係統(tǒng)及焊料的(de)控溫係(xì)統,高端的波峰焊(hàn)接(jiē)爐還具有充氮(dàn)係統。
三、波峰焊簡單原理
波峰焊(hàn)是種借助泵壓作用,使熔融的液態(tài)焊料表麵形成特定形狀(zhuàng)的焊料波,當插(chā)裝了元器件的裝聯(lián)組件以(yǐ)一定角度(dù)通過焊(hàn)料波時,在引腳(jiǎo)焊(hàn)區形成(chéng)焊點的工藝技術。
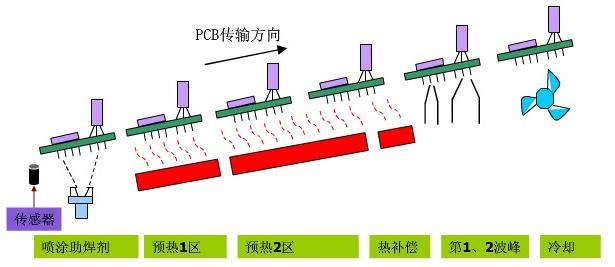
組件在(zài)由鏈式傳送帶傳送(sòng)的過程中,先在(zài)焊機預熱區(qū)進行預熱(組件(jiàn)預熱及其所要達到的溫度依然由(yóu)預定(dìng)的溫度曲線(xiàn)控製)。
實際焊接(jiē)中,通常還要控製組(zǔ)件麵的預熱溫度,因此許多設(shè)備都增加了相應的溫度檢測裝置(如紅外探測(cè)器)。預熱後,組(zǔ)件進入錫槽進行焊接。
錫槽盛有熔融的液態焊料,鋼槽底部(bù)噴(pēn)嘴將熔碰焊料噴出一定(dìng)形狀的錫波,這樣,在組件焊接麵通過錫波時就被焊料波潤濕焊區並進行擴展填充(chōng),終實現焊接過程。
四、波峰焊保養:
機器長(zhǎng)期工(gōng)作,附著固化的鬆香、助焊劑等有機或(huò)無機汙(wū)染物,為了防止(zhǐ)PCB的二次汙染及(jí)保證工藝的順利實(shí)施(shī),需要定期對設備配件(jiàn)等進行維護清洗。
一般根(gēn)據生產實(shí)際情況(kuàng),定時進行,如每天、周、月、季度等,相關內容供參考:
(1)、波峰焊每天維護保養內容:
1、清理錫池內殘渣,用錫勺將錫麵上所有錫渣收集起來,並加還原粉還(hái)原錫渣內部分碎錫;完成以上步驟(zhòu)後,將錫爐(lú)歸位(wèi).
2、用碎布蘸玻璃水將防護玻璃內外擦洗幹淨
3、用手刷蘸清洗劑將鏈爪上髒物刷(shuā)幹淨,用竹簽將藏於鏈爪與黑(hēi)片間的髒物清理幹淨
4. 將噴霧(wù)抽風罩內的過(guò)濾網拆下用清洗劑清洗幹淨
(2)、波峰焊每周維護(hù)保養內容:
1、清理錫爐波組件;
2、用幹(gàn)淨碎布將入端,PCB感應器擦拭幹淨
3、擦除兩波錫泵軸承的髒潤滑油,用油槍將新油通過油噴壓入軸承內
4、拆下鬆香區、預熱區的抽風軟(ruǎn)管,將內部鬆(sōng)香等髒的(de)物洗淨
5、清理機身外殼、底座、爐內壁、鬆香缸及洗爪
(3)、波峰焊(hàn)每(měi)月維護保養內容:
1、清(qīng)理鬆香(xiāng)噴嘴滑軌、位置距離(lí)傳感器,並給(gěi)滑軌塗上新的潤滑油
2、拆下控製箱上的冷卻風扇,將隔離網洗淨吹幹後再重新(xīn)裝上
3、給鏈條加新潤滑油;清潔鏈條轉動馬達及其網(wǎng)罩
4、拆下鬆香噴嘴,檢查內部密封膠圈有破損
5、將整個(gè)兩發波(bō)器(qì)起拆(chāi)下,清幹淨錫泵下端的錫渣等(děng)髒物,軸承的髒潤滑油,清潔馬達網罩,用油槍將新油通油嘴壓入軸承內。
(4)波峰焊季度維護保養內容:
1、將整個鏈條(tiáo)或鏈爪拆下,用清洗劑泡洗幹淨,重新裝上後並加潤滑油;拆卸步驟如下: 拆下鏈(liàn)條上專用的連接鏈, 將(jiāng)入端的張緊齒輪組件拆下, 將鏈條整個從出端(duān)拉出(chū)
2、清洗完成後重新安裝即可。
五、實例介紹波峰焊鏈條/鏈爪清洗水基工藝:
水基清洗係列產品可涉及電子製程全工藝段,即網板在線清(qīng)洗、網板離線及錯印板清洗、PCBA清洗、治具載(zǎi)具清洗、設備保(bǎo)養(yǎng)清洗, 以安全、環保、清洗力強等優勢被廣泛運用。
針對波峰焊設備保養清洗,水基清洗(xǐ)劑符合安全環保,滿足目前ROHS、REACH、SONY00259、 HF等環(huán)保法規的(de)要求,清(qīng)洗效率高且低成本。
波峰焊鏈爪清洗工(gōng)藝:
清洗對象:波峰焊鏈爪拆件
應用設備和材料:模塊(kuài)化超(chāo)聲波載具清洗機、水基清洗劑
應用工藝:全自動式組合:上料→超聲清洗→超聲漂(piāo)洗→下料→幹燥
工藝說明:清洗為水基(jī)清(qīng)洗劑,
超聲清(qīng)洗時間(jiān):3--5分鍾(可(kě)根據殘(cán)留多(duō)少調整時間);
漂洗為清水,漂洗時(shí)間:1—2分鍾;
幹燥區根(gēn)據生產實際情況,可選擇:自然晾幹(gàn)、風箱吹幹、烤箱烘幹等方式。
操作:隻需一名(míng)員工操作,全自動的清(qīng)洗流水線(xiàn),減輕(qīng)工人(rén)的操作(zuò)強度,提高生產效
率。
以上一文,僅供參考!


 掃碼關注我
掃碼關注我



